
Vol.207 flags 2022年8月号
UHF帯RFIDリーダライタの現場での活用もだいぶ浸透してまいりました。センサー、表示灯等の連携が行われることが多くなりましたので、簡単ではありますが、接続方法など紹介いたします。
DIO(デジタル入力・出力)とは
頭に“デジタル”とついていることからわかるように、ハイまたはロー、オンまたはオフといった2つの状態をもつのがデジタル信号です。デジタル入出力機器を使えば、各種制御回路のリレーや操作スイッチのON/OFFを読み出しをしたり、センサー、測定器などの状態を監視といったことに使われます。
表示灯・ランプやL ED・リレーを制御することも多く行われます。また、PLC(シーケンサ)などのコントローラとの通信インターフェイスとしても使用されます。
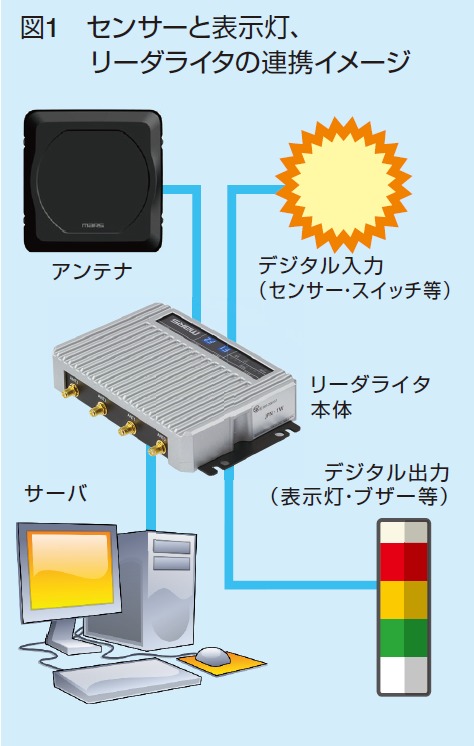
図1にデジタルIO連携の典型的なイメージを示します。センサーや表示灯と自立駆動型UHF帯RFIDリーダライタMRU-F5100JPを連携させる場合、こんなイメージになります。UHF帯RFIDリーダライタでの典型的なDIO連携の流れとしては以下のようになります。
①デジタル入力でICタグの検知を開始 ↓ ②検知したらデータを上位システムサーバやPLC)に送信 ↓ ③同時にデジタル出力を出して、検知したことを音や光で放置
上記に加えて、上位システムから、リーダライタにデジタル出力を操作するコマンドを送信し、リーダライタに接続された機器を操作する場合もあります。
デジタル入力でリーダライタを操作
UHF帯RFIDリーダライタは、生産ラインの途中や工場内の製品、仕掛品、部品の搬送時にICタグの検知をおこなうことよくあります。対象が通過する際に、それを検知するという使い方です。が多いのですこのときが、センサーやスイッチで反応させて、指定秒数間ICタグの検知を行うという処理をさせることがよくあります。 図2にMRU-F5100JPのDIOの仕様を掲載します。

自律駆動型固定式UHF帯RFIDリーダライタMRU-F5100JP
上位システム開発負担を軽減!
・マニュアルモードと、4つの自律モード搭載
・自律モードでは制御パソコン不要! 電源ONで自動的にICタグを読み取って上位にデータを送信
・各種設定はブラウザから簡単設定
・PLCリンク機能搭載。ラダーなしでメモリにICタグデータが上がります
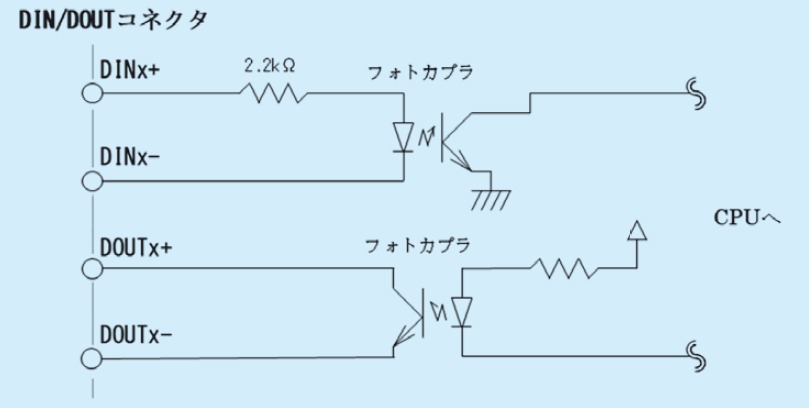
図2 DIN/DOUT仕様
「MRU-F5100JP(-N)/MRU-F5025(-N) クイックスタートガイド」より抜粋
| 項目 | 説明 |
|---|---|
| ポート数 | DIN : 4ポート DOUT : 4ポート |
| 絶縁 | フォトカプラ |
| DIN | 内蔵抵抗 2.2kΩ OFF電圧 : 0 to 0.8V ON電圧 : 10.8 to 28V |
| DOUT | 最大定格 30V 50mA |
■内部ブロック図
■接続例
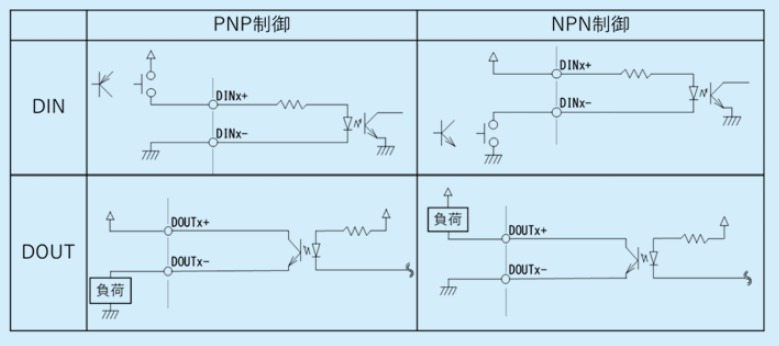
よくある光電センサーや、スイッチをデジタル入力に使う場合は表のDINの項目にあるようにOFFのときに直流0~0.8V、ONのとき直流10.8~28Vの電圧を印加してやれば動作します。内部ではフォトカプラ絶縁されています。
またこの時、リーダライタの本体側で、どのように動作するかの設定が必要になります。そもそもFRUシリーズ・MRUシリースの自動駆動型は、内部にコントローラを搭載していますので、設定しておけばパソコン等からの制御なしで、ICタグの検知を実行します。
以下の表1のように、マニュアルモードと自律動作するモードがあり、その中にセンサー等のデジタル入力で動作開始するトリガモードがあります。
表1 動作モードの種類
| マニュアルモード | |
| 自律動作するモード | 連続モード |
| トリガモード | |
| イベントモード | |
| PLCモード | |
上記想定で設定を行うとして、表2に主な設定例を示します。
表2 主な設定例
| 大項目 | 小項目 | 内容 |
|---|---|---|
| 動作モード | トリガモード | |
| トリガモード設定 入力ポート番号におけるアンテナ設定 | ポート0 | 使用する |
| 読取りモード | タイムアウトモード | |
| タイムアウト時間 | 1000ms | |
| 読取開始までのディレイ時間 | 0ms | |
| 重複チェック | 有効 | |
| データ送信タイミング | 読取り終了時に送信する | |
| 送信先設定 データ送信先 | プロトコル | socket |
| IPアドレス/ホスト名 | 192.168.209.100 | |
| ポート番号 | 50001 | |
| 本体設定 デジタル出力制御割付 | ポート0 割付内容 | タグ検知中 |
| 制御時間 | 3000ms | |
これでセンサーと連動してのICタグの検知を行うことができます。 細かいところですが、センサーからの信号がきてから、実際に電波を出すタイミングは「読み取り開始までのディレイ時間」で遅延させることもできます。
やりたいICタグ検知の想定 ①光電センサーで対象物が通過するとICタグ付きの物体の検知を行う。センサーからの出力をDIN01(デジタル入力ポート0)に、ONを入力。 ↓ ②それにより、アンテナ0で1秒間、検知を実行。 ↓ ③検知終了後に、検知したICタグのデータをまとめてサーバ(IP:192.168.209.100,ポート:50001)にethernetによるSocket通信で送信する(ICタグの重複は送信しない) ↓ ④検知したらDOUT0(デジタル出力ポート0)に、ONを3秒間出力
また、今回の例では、センサーONで指定時間(タイムアウト時間)の検知ですが、センサーがONになっている時間に検知するといった不定長時間の読取モードでの運用も可能です。
「トリガーモード」では、DINポート4つ毎に使用するアンテナを設定できますので、例えば、対象物のサイズが異なりICタグの位置が変化するようなケースに対応しやすくなっています。
おわりに
今月はまずデジタル入力(DIN)に関しての連携をお話させていただきました。以下のYoutube当社チャンネルでもDIO連携についてご説明しておりますので、是非ご覧ください。
上記の動画で実際に動いているところをご覧いただくと、理解しやすいかと思います。
また実際に使ってみたいという方はお近くの営業マンにご相談ください。ICタグをふくめてベテラン営業マンがくわしくご説明させていただきます。今月は紙面がつきてしまいましたが、来月、さらにDIOの様々な設定などもご説明させて頂きます。


製造業DX推進カタログ
RFID/バーコード/画像処理で工場内の状況を可視化
RFID/バーコード/画像処理で、工場内でのモノと人の動きをリアルタイムでデータ化し、製造業DXを加速させる機器・システムを工程毎に紹介しております。是非ダウンロードしてご覧ください。
- 画像処理で目視による検査判別を自動化
- ICカードタッチパネル端末で実績登録
- 制御PC不要で動作するRFIDリーダライタ
- 誤投入防止と生産実績収集
- UHFフォークで荷物とロケーション情報の登録を自動化
- トラック入退場管理
- RFID一括入荷検品
- Android端末でモバイル検品
- バーコードが無い荷物をOCRで検品&バーコードラベルを発行して個体管理 …他 掲載