

2026年2月号
製造・物流・建設の現場では、「通過した」ことは分かっても“どちら向きに通過したか”が分からず、入出庫判定や工程進捗の自動化が詰め切れないことがあります。方向が取れないと、検知データが入庫か出庫か判別できない、仕掛品が戻ってはいけない工程に戻っていた――といった“現場あるある”が起きます。今号では、RFIDゲートで方向が取れることで、工程管理・在庫管理・逆流検知がどこまで自動化できるかを、現場設計と業務ロジックの両面から整理します。
方向が取れないと何が困るか
RFIDで「タグを読める」だけでも、所在や通過は見える化できます。実際、工程の区切りやエリア境界にゲートを置き、治具・パレット・トレイのタグを通過のたびに自動読取して、進捗や所在をリアルタイムに可視化する考え方は、多くの製造現場で有効です。ただし、方向が分からないままだと、入出庫や工程の進み/戻りを確定できず、結局は人手の判断が残ります。
課題1:入出庫・入退の自動判別が詰まる
倉庫シャッターや建屋出入口などで「通過」は取れても、それが入ったのか/出たのかが曖昧だと、上位では結局「入庫確定」「出庫確定」を人が押す運用になりがちです。結果として、二重計上・計上漏れ・誤出荷防止の網が粗くなりやすく、記録が現場依存になります。
課題2:工程の“順流/逆流”が追えず、手戻りが見えにくい
製造では、工程A→B→Cと進む前提でWIP(仕掛品)を追います。しかし、台車・トレイが戻る(逆流する)と、「どの工程に“戻った”のか」が曖昧になり、隔離・手直し・再投入の判断が遅れます。特に、手直し・再検査が絡む工程は「戻ること自体は起こる」ため、“許容された戻り”と“誤った戻り”をルール化して検知できるかが重要です。
MRU-F7100JP移動方向検知オプションのご紹介
方向検知オプションでできること
当社のMRU-F7100移動方向検出(方向検知)オプションを使うと、ICタグを装着した人やモノがゲートを通過するだけで、タグIDに加えて移動方向(A→B/B→A/方向検出NG)を扱えます。設置時にA/Bの向きを入庫/出庫(IN/OUT)に対応づけておけば、「通過」を入出庫判定や工程遷移の“確定”に結びつけやすくなります。
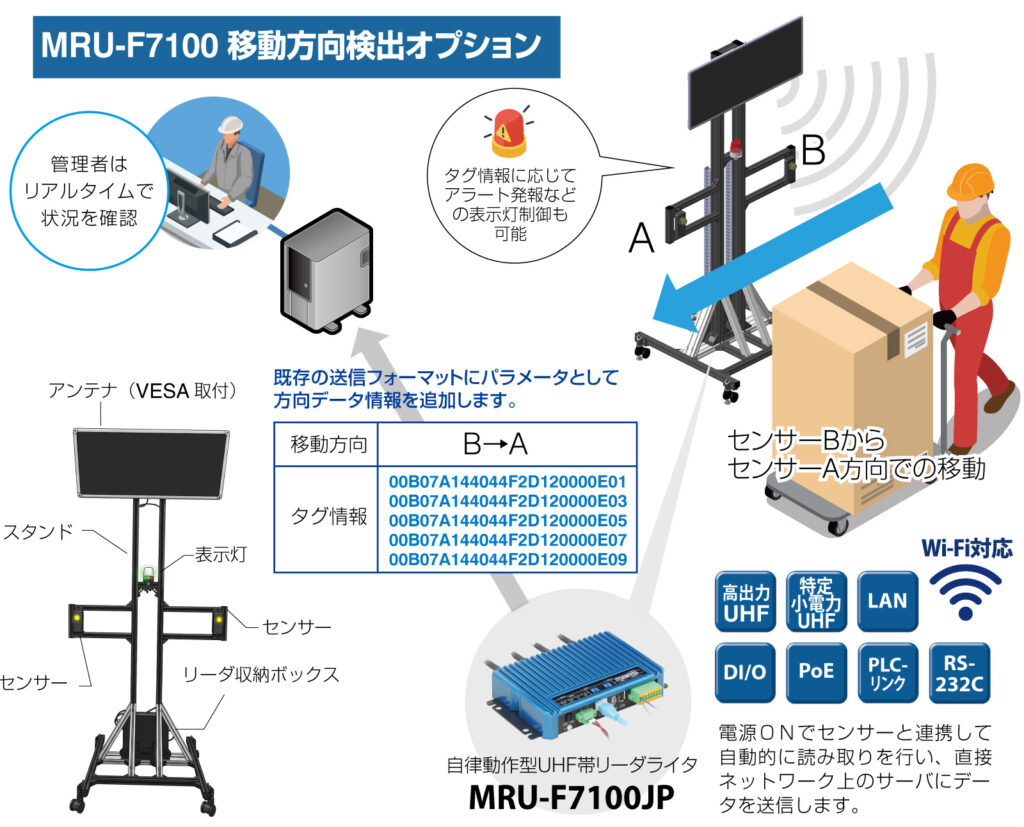
上位連携(MRU-F7100JP+移動方向検出オプション)
移動方向検出はトリガモード/PLCモードを前提に構成し、Web設定から送信先や送信プロトコル(tcp/http/https等)を選択して上位連携を組めます。
導入の成否を分けるポイント
方向検知を安定して運用するには、装置の選定だけでなく、境界設計と例外設計を事前に整理しておくことが重要です。
(1)境界:どこで「通過」とみなすか
- 工程境界は設備前ではなく、WIPが必ず通る導線上に置く(回り込み・迂回を防ぐ)。
- 倉庫出入口はシャッター開口全体でなく、台車・パレットが通る通路幅に合わせて通過点を絞る(幅が広すぎると、読みたいものがうまくよみとりできないことがあります)。
- 建設現場は出入口が増えやすいため、集約点を設けるか、入口別の役割分担を決める。
(2)誤判定対策:人と台車の“現実”に寄せる
方向検知は、通過速度・滞留・引き返し・並走などの影響を受けます。まずは起こりうる動きを洗い出し、
- 立ち止まりが多い場所は避ける/誘導線で流れを作る
- 1レーン化できない場合は同時通過ルールを決める(対象を台車・パレットに寄せて判定対象を絞るのも有効。)
- 「逆流=即停止」ではなく、まずはアラート+隔離など段階設計にする
といった“現場の落とし所”を作ります。
※通過速度・同時通過・検知距離など装置条件に収まる導線かを事前確認すると、立ち上げが安定します。

RFID通過/入退管理に最適MRU-F7100JP+移動方向検出オプション
これまでのRFIDシステムでは難しかった「タグの入退室や通過方向」を、1台のリーダライタで把握できます
業務ロジック例
エッジデバイスであるUHF帯リーダライタに方向検知オプションを組み合わせることで、タグIDに加えて「方向付きデータ」を取得できるようになり、上位システム側の判定ロジックは一気にシンプルになります。
※装置の方向出力は、センサA/センサBの検知順にもとづく A→B/B→A の結果データとして得られます。そのため設置時には、センサAとセンサBの配置(A側/B側)を踏まえて、現場の IN/OUT(入庫/出庫、入場/退場など) に対応づけて運用します。
(1)入出庫の自動仕訳(物流・製造の共通)
- 入庫:方向=IN → 入庫と判定
- 出庫:方向=OUT → 出庫と判定/引当消し込み
方向付きデータは、倉庫のシャッター付近で搬入/搬出を自動判定し、在庫情報を更新するといった使い方につながります。
(2)工程の順流/逆流フラグ(製造メイン)
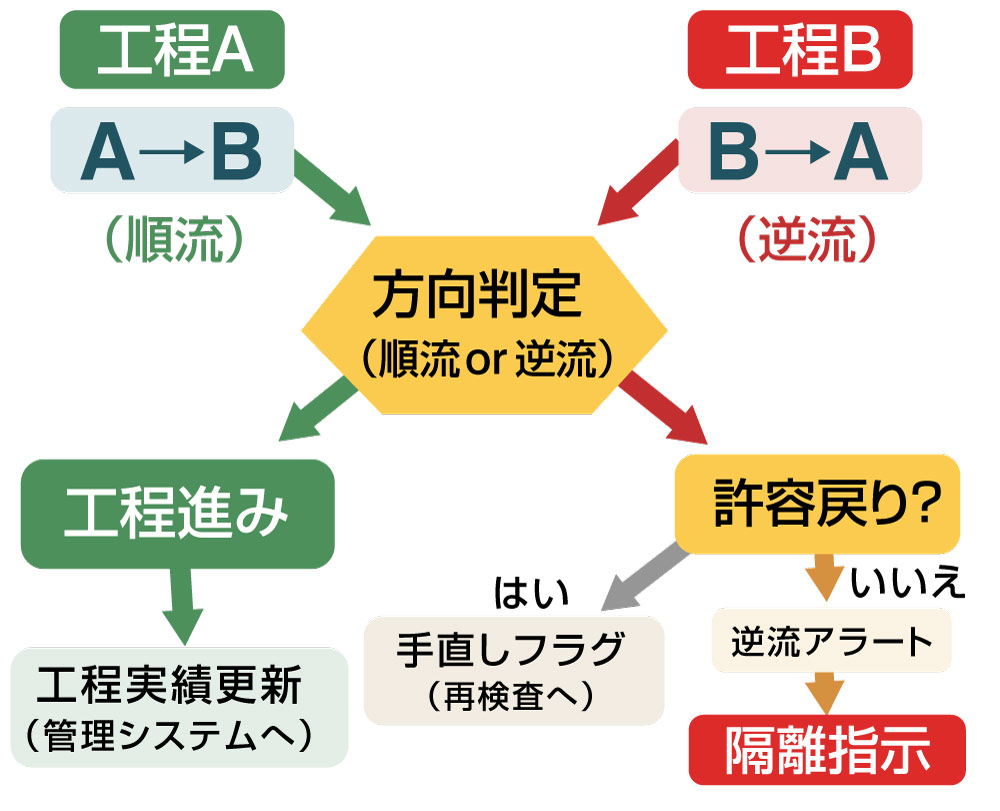
- 通過点(工程境界)× 方向 で「A→B」「B→A」を確定
- 「B→A」が発生したら、
- 許容戻り(手直し・再検査)なら“手直しフラグ”
- 非許容戻りなら“逆流アラート+隔離指示”
方向付きで「Bへ出た/Aへ戻った」をリアルタイム判定し、管理システムへ送る運用が組めます。
(3)例外処理:現場が止まらない設計
- 「方向検出NG」が発生したとき:再読取のルール(戻って再通過等)を用意(方向検出NG時は一定時間、次の検知を受け付けない場合があるため、動作として「待ち」や「戻り」を手順化しておく)
- 読取漏れ:読取を試みたもののタグを取得できなかった場合は、最後に確認できた工程を起点に、探索の手順を整備する。
導入ステップ(スモールスタート→展開)
おすすめは、最初から全工程ではなく「境界を定めやすい所から」です。
- 手直し・再検査・隔離の出入り口 (戻りが混ざると混乱しやすい境界)
- 入出庫の確定が滞りやすい出入口 (受入/出荷)
- 人の入退(建設・工場の重要区画)
おわりに
方向が取れるだけで、RFIDは「通過ログ」から「業務判断(入出庫/順流・逆流)」へ一段上がります。現場のレイアウトや運用によっては、方向検知なしでも目的を達成できる場合があります。重要なのは、稼働現場へ投入する前に想定導線と例外を小さく検証し、運用ルールまで固めることです。例外が一定数起きても、通常時の効果が大きければ現場で回る形に落とし込めます。 当社では、いま困っている境界(出入口/工程間通路/重要区画)が1か所でもあれば、そこから“止まらない自動化”を一緒に組み立てます。まずはお気軽にご相談ください。
RFID関連リンク
株式会社マーストーケンソリューション(MTS)は、UHF/HF帯RFIDリーダライタやICタグ等の製品提供に加え、要件整理・PoC・設計・システム連携・運用設計まで支援するRFIDメーカー/ソリューションベンダーです。RFID導入のご相談や、製品ラインナップはRFID関連製品・サービス目次をご覧ください。

固定式、ハンディ、ゲート型、トンネル型など各種取り揃え

卓上タイプ、タッチパネル端末など各種取り揃え

RFIDシステムのスモールスタートをサポート
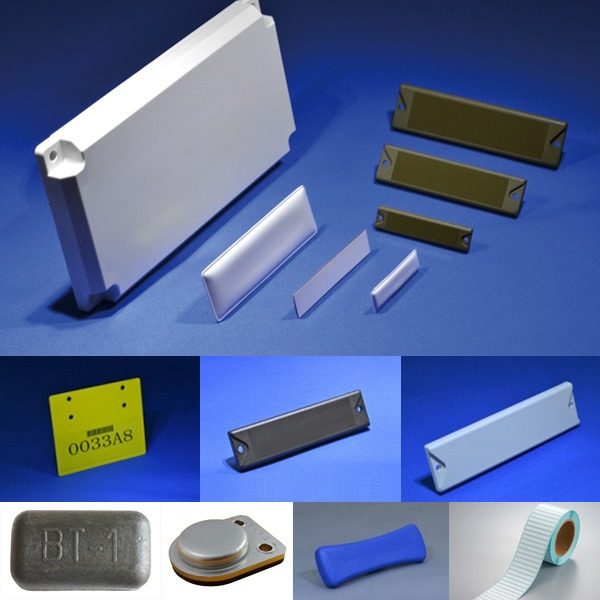
金属対応タグ、リネンタグ、耐熱タグなど各種取り揃え
RFID DX推進カタログ
製造現場の効率化を実現するRFID製品/ソリューション
貴社の製造現場では、以下のような課題をお抱えではありませんか?
- 入出荷検品に時間がかかり、人的ミスも多い
- 工場内のモノの所在管理が煩雑で、効率が悪い
- AGV(無人搬送車)の管理や工程管理を自動化したい
- 工具や計測機器の持ち出し管理が徹底できていない
これらの課題は、UHF帯RFIDシステムで解決できます!